

Overview
Here is an excellent non-abrasive and non-toxic method for electrolytic rust removal from iron and steel (graphite carbon anode electrolysis).
This is a basic electrolytic rust removal process using a DC power supply, a sacrificial electrode (anode), and a solution of water and sodium carbonate (Na2CO3) as the electrolyte. The part to be de-rusted is used as the cathode in the electrolysis circuit.
Arm & Hammer brand washing soda is the most readily available consumer source of sodium carbonate. I used two tablespoons per gallon of hot tap water and mixed thoroughly. Note: This is 'washing soda', not baking soda, and not laundry detergent. Washing Soda! Soda Ash! Sodium Carbonate!
The electrolysis of water occurs during this de-rusting process and hydrogen gas is released, so it is advisable that this be done outdoors or in a well ventilated area. Your basement next to your gas-fired hot water heater is probably not the best choice for a workshop location!

Carbon Electrodes
Pictured above are carbon (graphite) electrodes I use for the anode. A fresh one is on top and a used one on the bottom. Some erosion of the used carbon is visible. These carbons are 5/8 inch diameter by 8 inches long.
Some people have recommended the following link at McMaster-Carr as a good source for affordable carbon rods. Order the plain ones, not the copper coated ones.
I drilled a 4 mm hole in the end of the carbon rod and inserted a terminal end from a lab power supply jumper cable to use as the electrical connection to the carbon.
Another technique to connect electrically to the anode is to use a big steel "binder clip" from the stationary store to clip on the carbon rod, and then use conventional alligator clips from the power supply to attach to the binder clip.
Do not let any copper wires or jumpers or any clips or connectors be in the solution. Keep all your power supply connections outside the solution. Use a steel wire on the part to bring the connection point outside the solution if necessary.
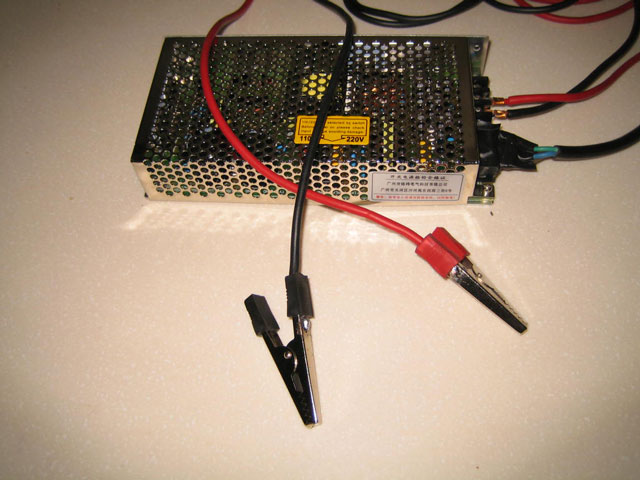
Power Supply
This is very nice little 100 watt, regulated 12 volt DC output power supply. It is sold for use with computer/electrical equipment. Other people have used simple 12 volt automotive battery chargers as well.
I DO NOT recommend using a battery by itself as the sole power supply, nor in parallel with a battery charger or a power supply.
There is always a risk of contacting the anode and cathode momentarily in the electrolyte. This will create a direct short!
In the case of a short, a battery will do a lot of damage to the part and possibly itself. It will discharge itself uncontrollably across a short between the anode and cathode, and the battery can explode. Be careful!
On the other hand, battery chargers and regulated power supplies used alone are typically protected internally against external shorts, and can supply all the current needed by themselves. More importantly, they will cut out if the leads are shorted, protecting both the workpiece and the power supply.

Pictured above is my first victim, a mildly rusted iron carburetor casting.

The pic above shows the basic electrolysis setup for rust removal starting to work, with the positive (red) power supply lead applied to the carbon anode, and the negative (black) power supply lead attached to the carburetor casting.
It may not be evident in this photo, but the part and the carbon electrode are electrically isolated, so all current must transfer through the electrolyte solution.
Hydrogen gas bubbles are emanating from around the cathode (the carburetor). Oxygen gas bubbles are emanating from around the carbon rod (anode).

Here is the solution after half a day 'cooking'. The water is mostly just black carbon stained, with very little evidence of "rust" or other scum accumulating. The residuals have all settled to the bottom of the bucket.
This is due to the fact that the casting actually had very little red rust (Fe2O3), and had no rust scale buildup before the process. Using carbon rather than steel as the sacrificial anode is also cleaner. If you use a piece of steel (like a piece of re-bar) for the anode, it makes the solution much messier as the steel anode is decomposed (sacrificed) in the process.
Carbon Anode Recommendation
One major advantage of using carbon (graphite) material for the anode is that no iron is deposited on the part. Instead, the part gets a loose 'plating' of carbon, which is pretty easily washed and brushed off, and does not promote subsequent re-rusting.
Additionally, the carbon anode does not decompose into any hazardous compounds in solution, unlike many metals such as stainless steels.
When using a mild steel anode like concrete re-bar, the red Fe2O3 (ferric oxide) surface rust is converted to a layer of black Fe3O4 (magnetite). The magnetite is a porous iron 'plating' on the casting which then promotes re-rerusting after rinsing, and must be removed with a wire brush.
I do not recommend using a stainless steel anode due to the decomposition and toxicity of the Chrome released in the solution.
I do not recommend using a steel anode due to the unnecessary messiness of the solution and easy re-rusting of the part.
I only recommend using a non-metallic (graphite carbon) anode.

After washing in warm water and air drying, the part looks pretty good. I have read that it is recommended to rinse the part in alcohol to help it dry without re-forming new orange surface rust, but I do not do it. Re-rusting is not an issue when using carbon anodes.

Obviously my first test was no challenge! No worry, I have a rusted original RH tail lamp bracket from New Zealand which might be a little tougher.

This is a rare (in the US) original RH tail lamp bracket for a 1930-31 Model A Ford. It has original paint and two later layers of enamel on top, and rust on the inside.

Line-of-Sight
Line-of-site between the carbon anode and the part surface to be cleaned is desirable and may speed the process somewhat, but is not required.
Line-of-site is much more critical in plating operations, where there is metal migration and the objective is to lay down uniform layers of the metals. With electrolytic rust removal, there is not a goal or desire to deposit a uniform layer of anything on the part. Carbon is deposited on the part in the process, but this is not the objective. The varying amounts of loose carbon deposited on the part over time during this process are easily washed off.
Also, the 'rust' does not attract or 'attach' to the carbon anode. The process dissociates the bond between the part and the rust (and dirt and paint). All of the residuals are in solution and sink to the bottom of the bucket and do not deposit on the carbon anode. The carbon anode is also slowly broken down, eroded, and consumed in this process.
All that is required for this process to work well is that the surfaces are charged with sufficient power (current density) and are in the electrolyte solution.

Pictured above is the bracket after two hours. The water is mostly just dirty with some 'rust' and dirt scum floating on top.
The paint is mostly softened and beginning to slough off, and the rust is being converted and dissociated.

The pic above shows the bracket after about 10 hours. The water is mostly just black carbon stained now. The residuals have all settled to the bottom of the bucket.
Most of the paint and rust are gone, with just some small tenacious paint remaining.

After 24 hours the rust and dirt and paint is all gone, and the part is covered with a layer of carbon which has been loosely 'plated' on.

The pic above shows the bracket after cleaning in warm water with a nylon brush to remove the loose carbon.

Here is what it looks like after rinsing with warm water and a light scour with a stainless steel bristle brush.
I have now used this process with excellent results for a few years on dozens and dozens of iron carburetors, as well as all manner of other rusted iron and steel chassis and sheet metal parts. Try it for yourself!
Vince Falter
October 2008


Nenhum comentário:
Postar um comentário
Observação: somente um membro deste blog pode postar um comentário.